PET
Tereftalato de polietileno (ás veces escrito poli (etilentereftalato)), comúnmente abreviado PET, PETE, ou o obsoleto PETP ou PET-P, é o máis común termoplástico Polymer resina do poliéster familiar e úsase en fibras para roupa, contenedores para líquidos e alimentos, termoformado para fabricación e en combinación con fibra de vidro para resinas de enxeñaría.
Tamén se pode facer referencia ao nome da marca Dacron; en Gran Bretaña, Terylene; ou, en Rusia e na antiga Unión Soviética, Lavsan.
A maioría da produción mundial de PET é para fibras sintéticas (superior ao 60%), sendo a produción de botellas o 30% da demanda mundial. No contexto das aplicacións téxtiles, o PET refírese ao seu nome común, poliéster, mentres que as siglas PET xeralmente úsase en relación aos envases. O poliéster representa arredor do 18% da produción mundial de polímeros e é o cuarto máis producido Polymer; polietileno(PÉ), polipropileno (PP) e cloruro de polivinilo (PVC) son primeiro, segundo e terceiro, respectivamente.
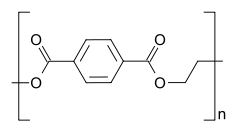
PET está composto polimerizados unidades do monomero etilentereftalato, con repetición (C10H8O4) unidades. O PET é normalmente reciclado e ten o número 1 como o seu símbolo de reciclaxe.
Dependendo do seu procesamento e da súa historia térmica, pode existir un polifileno tereftalato como amorfo (transparente) e como polímero semicristalino. O material semicristalino pode parecer transparente (tamaño de partícula <500 nm) ou opaco e branco (tamaño de partícula ata algúns micrómetros) dependendo da súa estrutura cristalina e do tamaño das partículas. O seu monómero bis (2-hidroxietil) tereftalato pode ser sintetizado polo esterificación reacción entre ácido tereftálico etilenglicol con auga como subproduto ou transesterificación reacción entre etilenglicol tereftalato de dimetilo con metanol como subproducto. A polimerización é a través de policondensación reacción dos monómeros (feita inmediatamente despois da esterificación / transesterificación) coa auga como subproduto.
| names | |
|---|---|
| Nome IUPAC
Poli (benceno etílico-1,4-dicarboxilato)
|
|
| Identificadores | |
| 25038-59-9 |
|
| Abreviaturas | PET, PETE |
| Propiedades | |
| (C10H8O4)n | |
| Masa molar | variable |
| Densidade | 1.38 g / cm3 (20 ° C), amorfo: 1.370 g / cm3, cristal único: 1.455 g / cm3 |
| Punto de fusión | > 250 ° C, 260 ° C |
| Punto de ebulición | > 350 ° C (se descompón) |
| practicamente insoluble | |
| Condutividade térmica | 0.15 a 0.24 W m-1 K-1 |
| 1.57-1.58, 1.5750 | |
| Termoquímica | |
| 1.0 kJ / (kg · K) | |
| Compostos relacionados | |
|
relacionado Monómeros
|
Ácido tereftálico Etilenglicol |
|
Excepto onde se indique o contrario, os datos forman os seus materiais estado estándar (a 25 ° C, 77 kPa).
|
|
Usa
Debido a que o PET é un excelente material de barras de auga e humidade, as botellas de plástico fabricadas con PET son moi utilizadas para refrescos (ver carbonatación). Para determinadas botellas especializadas, como as designadas para a contención da cervexa, o sándwich de PET fai unha capa adicional de alcohol polivinílico (PVOH) para reducir aínda máis a súa permeabilidade ao osíxeno.
PET orientado biaxialmente a película (a miúdo coñecida por un dos seus nomes comerciais, "Mylar") pódese aluminizar evaporando unha fina película de metal sobre ela para reducir a súa permeabilidade e facela reflectante e opaca (MPET). Estas propiedades son útiles en moitas aplicacións, incluída a comida flexible acondicionamento illamento térmico. Ver: "mantas espaciais“. Pola súa alta resistencia mecánica, a película de PET úsase a miúdo en aplicacións de cinta, como o soporte para cinta magnética ou o soporte para cintas adhesivas sensibles á presión.
A folla PET non orientada pode ser termoformado para fabricar bandexas de embalaxe e ampollas. Se se usa PET cristalizable, as bandexas pódense empregar para ceas conxeladas, xa que soportan tanto as temperaturas de conxelación como de cocción do forno. Ao contrario do PET amorfo, que é transparente, o PET cristalizado ou o CPET tenden a ser de cor negra.
Cando está cheo de partículas ou fibras de vidro, faise significativamente máis ríxido e máis duradeiro.
O PET tamén se usa como sustrato en células solares de película fina.
O terileno tamén se empalma nas tapas da corda para evitar o desgaste das cordas ao pasar polo teito.
historia
A PET foi patentada en 1941 por John Rex Whinfield, James Tennant Dickson e o seu empresario a Calico Printers 'Association de Manchester, Inglaterra. EI DuPont de Nemours en Delaware, Estados Unidos, utilizou por primeira vez a marca comercial Mylar en xuño de 1951 e recibiu o rexistro dela en 1952. Segue sendo o nome máis coñecido empregado para a película de poliéster. O actual propietario da marca comercial é DuPont Teijin Films US, unha asociación cunha empresa xaponesa.
Na Unión Soviética, o PET fabricouse por primeira vez nos laboratorios do Instituto de Compostos Moleculares Altos da Academia de Ciencias da URSS en 1949, e o seu nome "Lavsan" é o seu acrónimo (laборатории Института высокомолекулярных соединений Аcadeiras наук СССР).
A botella PET foi patentada en 1973 por Nathaniel Wyeth.
Propiedades físicas
O PET no seu estado natural é unha resina incolora e semi-cristalina. Segundo o seu procesamento, o PET pode ser semirríxido a ríxido e é moi lixeiro. Fai unha boa barreira contra o gas e a humidade, así como unha boa barreira contra o alcol (require un tratamento "barreira" adicional) e os disolventes. É resistente e resistente aos impactos. O PET vólvese branco cando se expón ao cloroformo e tamén a outros produtos químicos como o tolueno.
O 60% de cristalización é o límite superior para produtos comerciais, a excepción das fibras de poliéster. Os produtos claros pódense producir refrixerando rapidamente o polímero baixo Tg temperatura de transición vítrea para formar un sólido amorfo. Do mesmo xeito que o vidro, o PET amorfo fórmase cando ás súas moléculas non se lles dá tempo suficiente para organizarse de forma ordenada e cristalina mentres se refrixera o fundido. A temperatura ambiente, as moléculas están conxeladas no seu lugar, pero, se a enerxía calorífica se volve a meter nelas quentándose por encima de Tg, comezan a moverse de novo, permitindo que os cristais se nucleen e crezan. Este procedemento coñécese como cristalización en estado sólido.
Se se deixa arrefriar lentamente, o polímero fundido forma un material máis cristalino. Este material ten esferulites contendo moitos pequenos cristalitas cando cristalizado a partir dun sólido amorfo, en vez de formar un gran cristal único. A luz tende a dispersarse a medida que atravesa os límites entre os cristalitos e as rexións amorfas entre eles. Esta dispersión significa que a PET cristalina é opaca e branca na maioría dos casos. O deseño de fibras está entre os poucos procesos industriais que producen un produto case dun cristal.
Viscosidade intrínseca

Unha das características máis importantes do PET é denominada viscosidade intrínseca (IV).
A viscosidade intrínseca do material, atopada extrapolando a cero a concentración de viscosidade relativa á concentración que se mide en decilitros por gramo (dℓ / g). A viscosidade intrínseca depende da lonxitude das súas cadeas de polímeros pero non ten unidades debido a extrapolarse a concentración cero. Canto máis longos sexan as cadeas de polímero, máis enredos entre cadeas e, polo tanto, maior é a viscosidade. Pódese controlar a lonxitude media da cadea dun lote particular de resina policondensación.
O rango de viscosidade intrínseca do PET:
Grao de fibra
- 0.40–0.70 Téxtil
- 0.72–0.98 Técnico, cable de pneumáticos
Grao de cine
- 0.60-0.70 BOPET (película de PET orientada biaxialmente)
- 0.70-1.00 Grado de folla para termoformado
Grao en botella
- 0.70–0.78 Botellas de auga (plana)
- 0.78–0.85 Grado refresco carbonatado
Monofilamento, plástico de enxeñaría
- 1.00-2.00
Secado
PET é higroscópico, é dicir, que absorbe a auga do seu contorno. Non obstante, cando se quenta este PET "húmido", a auga hidrólise o PET, diminuíndo a súa resiliencia. Así, antes de que a resina poida ser procesada nunha máquina de moldeado, debe secar. O secado conséguese co uso dun desecante ou secadores antes de que o PET se introduce no equipo de procesamento.
Dentro da secadora, o aire seco e quente é bombeado no fondo da tolva que contén a resina para que flúa cara a arriba entre as pastillas, eliminando a humidade no seu camiño. O aire quente e húmido sae da parte superior da tolva e primeiro pasa por un refrixerador posterior, porque é máis fácil eliminar a humidade do aire frío que o aire quente. O aire mollado e resultante pásase entón a través dun leito desecante. Finalmente, o aire seco e fresco que sae do leito desecante quéntase de novo nun calefactor de proceso e devólvese polos mesmos procesos nun circuíto pechado. Normalmente, os niveis de humidade residual na resina deben ser inferiores a 50 partes por millón (partes de auga por millón de partes de resina, en peso) antes do procesamento. O tempo de residencia do secador non debe ser inferior a unhas catro horas. Isto é debido a que o secado do material en menos de 4 horas requiriría unha temperatura superior a 160 ° C, a que nivel hidrólise Empezarían dentro dos pellets antes de que puidesen secalos.
Tamén se pode secar PET en secadores de resina de aire comprimido. Os secadores de aire comprimido non reutilizan o aire de secado. O aire comprimido seco e quentado circula polos pelotas de PET como no secador de secador, logo é liberado á atmosfera.
Copolímeros
Ademais do puro (homopolímero) PET, PET modificado por copolimerización tamén está dispoñible.
Nalgúns casos, as propiedades modificadas do copolímero son máis desexables para unha determinada aplicación. Por exemplo, ciclohexano dimetanol (CHDM) pódese engadir á columna vertebral do polímero no lugar de etilenglicol. Dado que este bloque é moito maior (6 átomos de carbono adicionais) que a unidade de etilenglicol que substitúe, non encaixa coas cadeas veciñas do mesmo xeito que unha unidade de etilenglicol. Isto interfire coa cristalización e reduce a temperatura de fusión do polímero. En xeral, este PET coñécese como PETG ou PET-G (polietileno tereftalato modificado con glicol; Eastman Chemical, SK Chemicals e Artenius Italia son algúns fabricantes de PETG). O PETG é un termoplástico amorfo claro que pode ser moldeado por inxección ou extruído en chapa. Pódese colorear durante o procesamento.
Outro modificador común é ácido isofálico, substituíndo algúns dos 1,4- (para-) ligado tereftalato unidades. O 1,2- (orto-) ou 1,3- (meta-) O enlace produce un ángulo na cadea, que tamén perturba a cristalinidade.
Tales copolímeros son vantaxosos para certas aplicacións de moldura, como por exemplo termoformado, que se usa por exemplo para fabricar embalaxes de bandexa ou ampolla a partir de película co-PET, ou folla PET amorfa (A-PET) ou folla PETG. Por outra banda, a cristalización é importante noutras aplicacións onde a estabilidade mecánica e dimensional é importante, como os cintos de seguridade. Para botellas de PET, o uso de pequenas cantidades de ácido isoftálico, CHDM, dietilenglicol (DEG) ou outros comonomeros poden ser útiles: se só se usan pequenas cantidades de comonomeros, a cristalización é lenta pero non se impide por completo. Como resultado, as botellas pódense conseguir vía moldura por golpe de estiramento ("SBM"), que son suficientemente claros e cristalinos para ser unha barreira adecuada para os aromas e incluso os gases, como o dióxido de carbono nas bebidas carbonatadas.
produción

Prodúcese a partir de polietileno tereftalato etilenglicol tereftalato de dimetilo (C6H4(CO2CH3)2) Ou ácido tereftálico.
O primeiro é un transesterificación reacción, mentres que esta última é unha esterificación reacción.
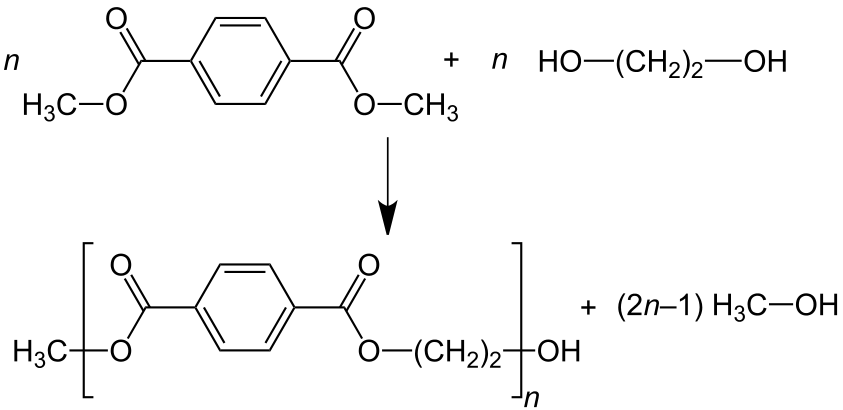
Proceso de tereftalato de dimetilo
In tereftalato de dimetilo proceso, este composto e o exceso de etilenglicol reaccionan na masa fundida a 150-200 ° C con a catalizador básico. Metanol (CH3O OH) elimínase por destilación para impulsar a reacción cara adiante. O exceso de etilenglicol é destilado a temperatura máis alta coa axuda do baleiro. A segunda etapa de transesterificación continúa a 270-280 ° C, con destilación continua de etilenglicol tamén.
As reaccións idealízanse do seguinte xeito:
- Primeiro paso
- C6H4(CO2CH3)2 + 2 HOCH2CH2OH → C6H4(CO2CH2CH2OH)2 + 2 CH3OH
- Segundo paso
- n C6H4(CO2CH2CH2OH)2 → [(CO) C6H4(CO2CH2CH2O)]n + n Hoch2CH2OH
Proceso de ácido tereftálico
No ácido tereftálico proceso, a esterificación do etilenglicol e do ácido tereftálico realízase directamente a presión moderada (2.7-5.5 bar) e a alta temperatura (220-260 ° C). A auga elimínase na reacción e tamén se elimina continuamente por destilación:
- n C6H4(CO2H)2 + n Hoch2CH2OH → [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O
Degradación
O PET está sometido a varios tipos de degradacións durante o procesamento. As principais degradacións que poden producirse son a oxidación térmica hidrolítica e probablemente a máis importante. Cando o PET se degrada, suceden varias cousas: decoloración, cadea saídas obtendo un peso molecular reducido, formación de acetaldehídoe enlaces cruzados (Formación de "xel" ou "ollo de peixe"). A decoloración débese á formación de varios sistemas cromofóricos tras un tratamento térmico prolongado a temperaturas elevadas. Isto convértese nun problema cando os requirimentos ópticos do polímero son moi elevados, como nas aplicacións de envasado. A degradación térmica e termooxidativa orixina malas características de procesabilidade e rendemento do material.
Un xeito de aliviar isto é usar un copolímero. Comonómetros como CHDM ou ácido isofálico baixa a temperatura de fusión e reduce o grao de cristalinidade do PET (especialmente importante cando o material se usa para a fabricación de botellas). Así, a resina pódese formar plástico a temperaturas máis baixas e / ou con menor forza. Isto axuda a previr a degradación, reducindo o contido de acetaldehído do produto acabado a un nivel aceptable (é dicir, desapercibido). Ver copolímeros, arriba. Outro xeito de mellorar a estabilidade do polímero é usar estabilizadores, principalmente antioxidantes como fosfitos. Recentemente tamén se considerou a estabilización a nivel molecular do material utilizando produtos químicos nanoestruturados.
Acetaldehído
Acetaldehído é unha substancia incolora e volátil cun cheiro afroitado. Aínda que se forma de forma natural nalgunhas froitas, pode provocar sabor a auga embotellada. O acetaldehído fórmase por degradación do PET a través do mal manexo do material. As altas temperaturas (o PET descomponse por riba dos 300 ° C), as altas presións, as velocidades do extrusor (o fluxo de corte excesivo aumenta a temperatura) e os longos tempos de residencia do barril contribúen á produción de acetaldehído. Cando se produce acetaldehído, algúns quedan disoltos nas paredes dun recipiente e logo difunde no produto almacenado no seu interior, alterando o sabor e o aroma. Este non é un problema para os produtos non consumibles (como xampú), para os zumes de froitas (que xa conteñen acetaldehído) ou para bebidas de bo gusto como refrescos. Non obstante, para a auga embotellada, o contido en acetaldehído é moi importante, porque, se nada enmascara o aroma, incluso concentracións extremadamente baixas (10-20 partes por mil millóns de auga) de acetaldeído poden producir un gusto.
antimonio
antimonio (Sb) é un elemento metaloide que se usa como catalizador en forma de compostos como trióxido de antimonio (Sb2O3) ou triacetato de antimonio na produción de PET. Despois da fabricación, pódese atopar unha cantidade detectable de antimonio na superficie do produto. Este residuo pode eliminarse con lavado. O antimonio permanece tamén no propio material e pode, polo tanto, emigrar cara a alimentos e bebidas. Expoñer PET a ebullición ou microondas pode aumentar significativamente os niveis de antimonio, posiblemente por encima dos niveis máximos de contaminación de USEPA. O límite de auga potable avaliado pola OMS é de 20 partes por billón (OMS, 2003) e o límite de auga potable nos Estados Unidos é de 6 partes por billón. Aínda que o trióxido de antimonio ten unha baixa toxicidade cando se toma por vía oral, a súa presenza aínda preocupa. Os suízos Oficina Federal de Saúde Pública investigou a cantidade de migración de antimonio, comparando augas embotelladas en PET e vidro: as concentracións de antimonio da auga nas botellas de PET foron maiores, pero aínda moi por debaixo da concentración máxima permitida. A Oficina Federal Suíza de Saúde Pública concluíu que pequenas cantidades de antimonio migran desde o PET a auga engarrafada, pero que o risco para a saúde das baixas concentracións resultantes é insignificante (1% do "inxestión diaria tolerable”Determinado polo OMS). Un estudo posterior (2006) pero máis difundido atopou cantidades similares de antimonio na auga en botellas de PET. A OMS publicou unha avaliación do risco de antimonio na auga potable.
Non obstante, os concentrados de zume de froita (para os que non se establecen directrices) producidos e envasados en PET no Reino Unido contiñan ata 44.7 µg / L de antimonio, moi por riba dos límites da UE para auga da billa de 5 µg / L.
Biodegradación
Nocardia pode degradar o PET cunha encima esterase.
Científicos xaponeses illaron unha bacteria Ideonella sakaiensis que posúe dúas encimas que poden descompoñer o PET en anacos máis pequenos que a bacteria pode dixerir. Unha colonia de I. sakaiensis pode desintegrar unha película de plástico nunhas seis semanas.
Seguridade
Comentario publicado en Environmental Health Perspectives en abril de 2010 suxeriu que o PET podería producir desreguladores endócrino en condicións de uso común e investigación recomendada sobre este tema. Os mecanismos propostos inclúen a lixiviación de ftalatos así como lixiviación de antimonio. Artigo publicado en Revista de Monitorización Ambiental en abril de 2012 conclúe esa concentración de antimonio en auga desionizada almacenado en botellas de PET mantense dentro do límite aceptable da UE aínda que se almacene brevemente a temperaturas de ata 60 ° C (140 ° F), mentres que o contido envasado (auga ou refrescos) pode exceder ocasionalmente o límite da UE despois de menos dun ano de almacenamento na habitación temperatura.
Equipos de procesamento de botellas

Existen dous métodos básicos de moldeo para botellas PET, dun paso e de dous pasos. No moldeado en dous pasos úsanse dúas máquinas separadas. A primeira máquina de inxección moldea a preforma, que se asemella a un tubo de ensaio, cos fíos do tapón da botella xa moldeados no seu lugar. O corpo do tubo é significativamente máis groso, xa que se inflará na súa forma final no segundo paso usando moldura por golpe de estiramento.
No segundo paso, as preformas quéntanse rápidamente e logo infláranse contra un molde de dúas partes para formalas na forma final da botella. Agora tamén se usan preformas (botellas non infladas) como propios envases robustos e únicos; ademais dos doces novedosos, algúns capítulos da Cruz Vermella distribúenos como parte do programa Vial of Life aos propietarios para almacenar historial médico para os atendidos de emerxencia. Outro uso cada vez máis común para as preformas son contedores na actividade de Geocaching ao aire libre.
En máquinas dun só paso, todo o proceso desde a materia prima ata o recipiente acabado realízase dentro dunha máquina, facéndoo especialmente adecuado para moldear formas non estándar (moldura personalizada), incluíndo tarros, ovales planos, formas de matraz, etc. O seu maior mérito é a redución de espazo, manexo de produtos e enerxía e unha calidade visual moi superior á que se pode conseguir polo sistema en dous pasos.
Industria de reciclaxe de poliéster
No ano 2016, estimouse que se producen 56 millóns de toneladas de PET cada ano.
Aínda que a maioría dos termoplásticos poden, en principio, ser reciclados, Reciclaxe de botellas PET é máis práctico que moitas outras aplicacións de plástico debido ao alto valor da resina e ao uso case exclusivo de PET para auga de gran uso e embotellado de bebidas refrescantes carbonatadas. PET ten un código de identificación de resina de 1. Os usos principais para PET reciclado son o poliéster fibra, cintas e envases non alimentarios.
Por mor da reciclabilidade do PET e da relativa abundancia de residuos post-consumidores en forma de botellas, o PET está gañando rapidamente cota de mercado como fibra de alfombra. Mohawk Industries lanzado everSTRAND en 1999, unha fibra PET de contido reciclado 100% post-consumidor. Desde ese momento, máis de 17 mil millóns de botellas foron recicladas en fibra de alfombra. Pharr Yarns, un provedor de numerosos fabricantes de alfombras incluíndo Looptex, Dobbs Mills e Berkshire Flooring, produce unha fibra de alfombra PET de BCF (filamento continuo a granel continuo) que contén un mínimo do 25% de contido reciclado despois do consumo.
O PET, do mesmo xeito que ocorre con moitos plásticos, é tamén un excelente candidato para a eliminación térmica (incineración), xa que está composto por carbono, hidróxeno e osíxeno, con só cantidades de elementos catalizadores (pero sen xofre). PET ten o contido enerxético de carbón brando.
Cando se recicla o polietileno tereftalato ou PET ou poliéster, en xeral hai que diferenciar dúas formas:
- A reciclaxe química volveu á purificación das materias primas iniciais ácido tereftálico (PTA) ou tereftalato de dimetilo (DMT) e etilenglicol (EG) onde a estrutura do polímero é destruída por completo, ou en procesos intermedios como bis (2-hidroxietil) tereftalato
- O reciclaxe mecánico onde se están mantendo ou reconstituíndo as propiedades orixinais do polímero.
O reciclado químico de PET converterase en rendible só aplicando liñas de reciclaxe de alta capacidade de máis de 50,000 toneladas / ano. Tales liñas só poderían verse, de todos os xeitos, dentro dos sitios de produción de produtores moi grandes de poliéster. No pasado, houbo varios intentos de magnitude industrial para establecer tales plantas de reciclaxe de produtos químicos, pero sen éxito rotundo. Incluso o prometedor reciclaxe de produtos químicos en Xapón non se converteu ata agora nun avance industrial. As dúas razóns para isto son: nun primeiro momento, a dificultade de abastecer de botellas de residuos constantes e continuos nunha cantidade tan enorme nun único sitio e, en segundo lugar, o aumento constante dos prezos e da volatilidade dos prezos das botellas recollidas. Os prezos das botellas empacadas aumentaron, por exemplo, entre os anos 2000 e 2008, pasando de aproximadamente 50 euros / tonelada a máis de 500 euros / tonelada en 2008.
O reciclaxe mecánico ou a circulación directa de PET en estado polimérico son operados hoxe en variantes máis diversas. Este tipo de procesos son típicos da industria de pequenas e medianas dimensións. A eficiencia de custos xa se pode conseguir coas capacidades das plantas dentro dun intervalo de 5000-20,000 toneladas / ano. Neste caso, son posibles case todo tipo de material reciclado na circulación. Estes diversos procesos de reciclaxe están a ser discutidos a continuación en detalle.
Ademais de contaminantes e produtos químicos degradación produtos xerados durante o primeiro procesamento e uso, as impurezas mecánicas representan a parte principal da depreciación das impurezas da calidade na corrente de reciclaxe. Os materiais reciclados introdúcense cada vez máis nos procesos de fabricación, orixinalmente deseñados só para novos materiais. Por iso, os procesos de clasificación, separación e limpeza eficientes cobran maior importancia para o poliéster reciclado de alta calidade.
Cando se fala de industria de reciclaxe de poliéster, estamos a concentrarnos principalmente no reciclaxe de botellas de PET, que se utilizan tanto para todo tipo de envases líquidos como auga, refrescos carbonatados, zumes, cervexa, salsas, deterxentes, produtos químicos domésticos, etc. As botellas son fáciles de distinguir por mor da súa forma e consistencia e se separan dos residuos de plástico mediante procesos automáticos ou de clasificación manual. A industria de reciclaxe de poliéster establecida consta de tres grandes seccións:
- Recollida de botella de PET e separación de residuos: loxística de residuos
- Produción de flocos de botellas limpas: produción de flocos
- Conversión de flocos PET a produtos finais: procesado de flocos
O produto intermedio da primeira sección é o lixo de botellas empacadas cun contido de PET superior ao 90%. A forma de negociación máis común é a baleja, pero tamén son bricadas ou incluso soltas, as botellas pre-cortadas son comúns no mercado. Na segunda sección, as botellas recollidas convértense en flocos de botellas PET limpas. Este paso pode ser máis ou menos complexo e complicado segundo a calidade do floco final requirida. Durante o terceiro paso, os flocos de botella PET son procesados para calquera tipo de produtos como película, botellas, fibra, filamento, cintas ou intermedios como gránulos para o seu posterior procesamento e enxeñaría de plásticos.
Ademais desta reciclaxe externa de botellas de poliéster (post-consumidor), existen procesos de reciclaxe internos (pre-consumidores), onde o material de polímero desperdiciado non sae do lugar de produción ao libre mercado, e en cambio se reutiliza no mesmo circuíto de produción. Deste xeito, os residuos de fibras son reutilizados directamente para producir fibra, os residuos da preformación son reutilizados directamente para producir preformas e os residuos de películas son reutilizados directamente para producir película.
Reciclaxe de botellas PET
Purificación e descontaminación
O éxito de calquera concepto de reciclaxe está escondido na eficiencia da purificación e descontaminación no lugar adecuado durante o procesamento e na medida necesaria ou desexada.
En xeral, aplícanse as seguintes: Canto antes no proceso se eliminan substancias estranxeiras e canto máis se faga, máis eficiente é o proceso.
O alto Plastificante a temperatura do PET no rango de 280 ° C (536 ° F) é a razón pola que case todas as impurezas orgánicas comúns como PVC, PLAN, poliolefina, fibras químicas para pasta de madeira e papel acetato de polivinilo, fundir adhesivo, colorantes, azucre e proteína os residuos transfórmanse en produtos de degradación de cores que, á súa vez, poden liberar ademais produtos de degradación reactivos. Entón, o número de defectos na cadea do polímero aumenta considerablemente. A distribución do tamaño das partículas das impurezas é moi ampla, as partículas grandes de 60-1000 µm —que son visibles a simple vista e fáciles de filtrar— representan o mal menor, xa que a súa superficie total é relativamente pequena e a velocidade de degradación é, polo tanto, menor. A influencia das partículas microscópicas, que —por ser moitas— aumentan a frecuencia de defectos no polímero, é relativamente maior.
O lema "O que o ollo non ve o corazón non se pode lamentar" considérase moi importante en moitos procesos de reciclaxe. Polo tanto, ademais da clasificación eficiente, a eliminación de partículas de impurezas visibles mediante procesos de filtración por fusión desempeña un papel particular neste caso.
En xeral, pódese dicir que os procesos para facer flocos de botellas de PET a partir de botellas recollidas son tan versátiles como os diferentes fluxos de residuos son diferentes na súa composición e calidade. Dada a tecnoloxía, non hai só un xeito de facelo. Mentres tanto, hai moitas empresas de enxeñería que ofrecen plantas e compoñentes de produción de flocos, e é difícil decidir por un ou outro deseño de planta. Non obstante, hai procesos que comparten a maioría destes principios. Dependendo da composición e do nivel de impureza do material de entrada, aplícanse os seguintes pasos do proceso.
- Apertura de bala, apertura de briquetas
- Ordenación e selección de diferentes cores, polímeros estranxeiros, especialmente PVC, materia estranxeira, eliminación de películas, papel, vidro, area, chan, pedras e metais
- Pre-lavado sen cortar
- Corte groso en seco ou combinado para o pre-lavado
- Eliminación de pedras, vidro e metal
- Cribado de aire para eliminar películas, papel e etiquetas
- Moer, seco e / ou mollado
- Eliminación de polímeros (cuncas) de baixa densidade por diferenzas de densidade
- Lavado en quente
- Lavado cáustico e gravado superficial, mantendo viscosidade e descontaminación intrínseca
- Enjuague
- Aclarado de auga limpa
- Secado
- Filtro de aire de flocos
- Clasificación automática de flocos
- Circuíto de auga e tecnoloxía de tratamento de auga
- Control de calidade dos flocos



Impurezas e defectos materiais
O número de posibles impurezas e defectos materiais que se acumulan no material polimérico está aumentando permanentemente, tanto ao procesar como ao usar polímeros, tendo en conta unha vida útil cada vez maior do servizo, crecer as aplicacións finais e reciclar repetidas. No que respecta ás botellas de PET recicladas, os defectos mencionados pódense clasificar nos seguintes grupos:
- Os grupos finais OH ou COOH- de poliéster reactivo transfórmanse en grupos extremos mortos ou non reactivos, por exemplo, formación de grupos finais de éster vinílico mediante deshidratación ou descarboxilación de ácido tereftalato, reacción dos grupos finais OH ou COOH con degradación mono-funcional. produtos como ácidos mono-carbónicos ou alcohois. Os resultados son a reactividade reducida durante o re-policondensación ou re-SSP e ampliando a distribución do peso molecular.
- A proporción do grupo final desprázase cara á dirección dos grupos finais COOH construídos mediante unha degradación térmica e oxidativa. Os resultados son diminución da reactividade e aumento da descomposición autocatalítica ácida durante o tratamento térmico en presenza de humidade.
- Aumenta o número de macromoléculas polifuncionais. Acumulación de xeles e defectos de ramificación de cadea longa.
- A cantidade, concentración e variedade de substancias estrañas orgánicas e inorgánicas non idénticas ao polimero están aumentando. Con cada nova tensión térmica, as substancias foráneas orgánicas reaccionarán mediante descomposición. Isto está a provocar a liberación de substancias e colorantes que soporten a degradación.
- Os grupos de hidróxido e peróxido fórmanse na superficie dos produtos feitos de poliéster en presenza de aire (osíxeno) e humidade. Este proceso é acelerado pola luz ultravioleta. Durante un proceso de tratamento ulterior, os peróxidos hidróxenos son unha fonte de radicais de osíxeno, que son fonte de degradación oxidativa. A destrución de peróxidos hidróxenos debe suceder antes do primeiro tratamento térmico ou durante a plastificación e pode ser apoiada por aditivos adecuados como antioxidantes.
Tendo en conta os defectos e impurezas químicas anteriormente mencionadas, hai unha modificación das seguintes características de polímero durante cada ciclo de reciclaxe, detectables mediante análises de laboratorio físico e químico.
En particular:
- Aumento dos grupos finais COOH
- Aumento do número de cores b
- Aumento da bruma (produtos transparentes)
- Aumento do contido en oligómero
- Redución da filtrabilidade
- Aumento de contido de subprodutos como acetaldehído, formaldehído
- Aumento de contaminantes estranxeiros extraíbles
- Diminución da cor L
- Diminución de viscosidade intrínseca ou viscosidade dinámica
- Diminución da temperatura de cristalización e aumento da velocidade de cristalización
- Diminución das propiedades mecánicas como resistencia á tracción, alargamento ao romper ou módulo elástico
- Ampliación da distribución de peso molecular
A reciclaxe de botellas PET supón namentres un proceso industrial estándar que ofrece unha ampla variedade de empresas de enxeñaría.
Exemplos de procesamento de poliéster reciclado
Os procesos de reciclaxe con poliéster son case tan variados como os procesos de fabricación baseados en pellets primarios ou fundidos. Dependendo da pureza dos materiais reciclados, o poliéster pode usarse hoxe en día na maioría dos procesos de fabricación de poliéster como mestura con polímero virxe ou cada vez máis como polímero 100% reciclado. Algunhas excepcións como a película BOPET de baixo espesor, as aplicacións especiais como a película óptica ou os fíos mediante fiación FDY a> 6000 m / min, os microfilamentos e as microfibras só se producen a partir de poliéster virxe.
Re-pelletización simple de flocos de botella
Este proceso consiste en transformar os residuos da botella en flocos, secando e cristalizando os flocos, plastificando e filtrando así como por pelletización. O produto é un re-granulado amorfo dunha viscosidade intrínseca no rango de 0.55-0.7 dℓ / g, dependendo de como se fixo o pre-secado completo de flocos PET.
As características especiais son: O acetaldehído e os oligómeros están contidos nos pelotas a un nivel inferior; a viscosidade redúcese dalgún xeito, as pellets son amorfas e hai que cristalizalas e secalas antes de procesalo.
Procesamento para:
- A-PET película para termoformado
- Adición á produción de virxe PET
- BOPET película de envasado
- Botella PET resina por SSP
- Fíos de alfombras
- Plástico de enxeñaría
- Filamentos
- Non tecido
- Envases de raias
- Fibra de grapa.
Elixir o xeito de re-pelletización significa ter un proceso de conversión adicional que, por un lado, consume moito en enerxía e consuma custos e provoca destrución térmica. No outro lado, o paso de pelletización ofrece as seguintes vantaxes:
- Filtración intensiva do fundido
- Control de calidade intermedio
- Modificación por aditivos
- Selección e separación do produto por calidade
- A flexibilidade de procesamento aumentou
- Uniformización da calidade.
Fabricación de pellets ou flocos PET para botellas (botella a botella) e A-PET
Este proceso é, en principio, similar ao descrito anteriormente; non obstante, os gránulos producidos cristalízanse de xeito directo (continuo ou discontinuo) e despois son sometidos a unha policondensación de estado sólido (SSP) nun secador de caída ou nun reactor de tubo vertical. Durante esta etapa de procesamento, a viscosidade intrínseca correspondente de 0.80-0.085 dℓ / g reconstrúese de novo e, ao mesmo tempo, o contido de acetaldehído redúcese a <1 ppm.
O feito de que algúns fabricantes de máquinas e construtores de liñas en Europa e Estados Unidos fagan esforzos para ofrecer procesos independentes de reciclaxe, por exemplo o denominado proceso botella a botella (B-2-B), como BEPET, Estorniño, URRC ou BÜHLER, ten como obxectivo proporcionar unha proba xeral da "existencia" dos residuos de extracción requiridos e da eliminación de contaminantes modelo segundo a FDA aplicando a chamada proba de desafío, que é necesaria para a aplicación do poliéster tratado no sector alimentario. Ademais desta aprobación do proceso, non obstante, é necesario que calquera usuario destes procesos teña que revisar constantemente os límites da FDA para as materias primas fabricadas por el para o seu proceso.
Conversión directa de flocos de botella
Para aforrar custos, un número cada vez maior de produtores intermedios de poliéster como as fábricas de fiación, as cintas ou as películas de fundición están a traballar na utilización directa dos flocos PET, desde o tratamento das botellas usadas, co obxectivo de fabricar un aumento. número de intermediarios de poliéster. Para o axuste da viscosidade necesaria, ademais dun secado eficiente dos flocos, é posible reconstituír a viscosidade policondensación en fase de fusión ou policondensación en estado sólido dos flocos. Os últimos procesos de conversión de escamas PET están aplicando extrusoras de dobre rosca, extrusoras multi-tornillos ou sistemas de multi-rotación e desgasificación do baleiro coincidente para eliminar a humidade e evitar o pre-secado de flocos. Estes procesos permiten a conversión de flocos PET non secos sen diminución substancial da viscosidade causada pola hidrólise.
En canto ao consumo de flocos de botella PET, a parte principal de preto do 70% convértese en fibras e filamentos. Cando se usan materiais secundarios directamente como flocos de botella nos procesos de fiación, hai uns principios de procesamento que se poden obter.
Os procesos de fiación de alta velocidade para a fabricación de POY necesitan normalmente unha viscosidade de 0.62–0.64 dℓ / g. A partir de flocos de botella, a viscosidade pódese establecer a través do grao de secado. O uso adicional de TiO2 é necesario para os fíos cheos ou sen pluma. Para protexer os fíos é necesaria, en todo caso, unha filtración eficaz do fundido. Polo momento, a cantidade de POY fabricada con poliéster de reciclaxe do 100% é bastante baixa porque este proceso require unha alta pureza de fusión. Na maioría das veces utilízase unha mestura de pellets virxes e reciclados.
As fibras básicas están rotadas nun rango de viscosidade intrínseco que está bastante inferior e que debería estar entre 0.58 e 0.62 dℓ / g. Neste caso tamén se pode axustar a viscosidade requirida por secado ou axuste de baleiro en caso de extrusión ao baleiro. Non obstante, para axustar a viscosidade é posible engadir un modificador de lonxitude da cadea etilenglicol or dietilenglicol tamén se pode usar.
A fiación non tecida -no campo de título fino para aplicacións téxtiles e a fiación pesada non tecida como materiais básicos, por exemplo para cubertas de tellados ou en edificios de estradas- pódense fabricar folerpas de botellas. A viscosidade de fiación está de novo entre 0.58 e 0.65 d / g.
Un campo de maior interese onde se empregan materiais reciclados é a fabricación de raias de envasado de alta tenacidade e monofilamentos. Nos dous casos, a materia prima inicial é un material principalmente reciclado de maior viscosidade intrínseca. As franxas de embalaxe de alta tenacidade así como o monofilamento son fabricadas no proceso de fiación de fundido.
Reciclaxe aos monómeros
O polietileno tereftalato pódese despolimerizar para producir os monómeros constituíntes. Despois da purificación, os monómeros pódense usar para preparar novo polietileno tereftalato. Os enlaces éster do polietileno tereftalato poden ser cortados por hidrólise ou por transesterificación. As reaccións son simplemente o revés dos empregados na produción.
Glicólise parcial
A glicólise parcial (transesterificación con etilenglicol) converte o polímero ríxido en oligómeros de cadea curta que se poden filtrar por fusión a baixa temperatura. Unha vez liberados das impurezas, os oligómeros pódense introducir no proceso de produción para a polimerización.
A tarefa consiste na alimentación de flocos de botella do 10-25%, mantendo a calidade dos pelotóns que se fabrican na liña. Este obxectivo resólvese degradando os flocos de botella PET (xa durante a súa primeira plastificación, que se pode levar a cabo nunha extrusora monocorrida ou multi-tornillo) a unha viscosidade intrínseca de aproximadamente 0.30 d / g engadindo pequenas cantidades de etilenglicol e sometendo o fluxo de fusión de baixa viscosidade a unha filtración eficiente directamente despois da plastificación. Ademais, a temperatura achégase ao límite máis baixo posible. Ademais, con este xeito de procesamento, é posible a posibilidade dunha descomposición química dos peróxidos hidróxenos engadindo un correspondente estabilizador P ao plastificar. A destrución dos grupos de peróxido de hidróxeno xa se leva a cabo durante o último paso do tratamento de escamas, por exemplo engadindo H3PO3. O material reciclado parcialmente glicolizado e finamente filtrado aliméntase continuamente ao reactor de esterificación ou prepolicondensación, axustándose as cantidades de dosificación das materias primas en consecuencia.
Glicólise total, metanólise e hidrólise
O tratamento dos residuos de poliéster mediante glicólise total para converter o poliéster por completo bis (2-hidroxietil) tereftalato (C6H4(CO2CH2CH2OH)2). Este composto purifícase por destilación ao baleiro e é un dos intermediarios empregados na fabricación de poliéster. A reacción implicada é a seguinte:
- [(CO) C6H4(CO2CH2CH2O)]n + n Hoch2CH2OH → n C6H4(CO2CH2CH2OH)2
Esta ruta de reciclaxe executouse a escala industrial en Xapón como produción experimental.
Similar á glicólise total, a metanólise converte o poliéster en tereftalato de dimetilo, que se pode filtrar e destilar ao baleiro:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n CH3OH → n C6H4(CO2CH3)2
A metanólise só raramente se realiza na industria hoxe en día porque a produción de poliéster baseada no dimetil tereftalato se reduciu enormemente e moitos produtores de dimetil-tereftalato desapareceron.
Tamén como se mencionou anteriormente, o tereftalato de polietileno pódese hidrolizar ao ácido tereftálico e etilenglicol baixo alta temperatura e presión. O ácido tereftálico bruto resultante pode purificarse mediante recristalización para producir material adecuado para re-polimerización:
- [(CO) C6H4(CO2CH2CH2O)]n + 2n H2O → n C6H4(CO2H)2 + n Hoch2CH2OH
Parece que este método non se comercializou aínda.